Chip Thinning - Keep productivity high with a high feed rate
August 24, 2020
Controlling Chip Thickness Can Significantly Improve Your Milling Operations.
Chip thinning is a powerful process that provides you with a great opportunity for improved productivity and reduced costs. And thankfully, we have made it even easier for you to program into your applications.
A chip produced through a traditional milling process is not of uniform thickness. Assuming climb milling, the chip is thicker towards its beginning than its end. Every chip has a maximum thickness at a single point and gets gradually thinner from there. Given a constant spindle speed and feed rate, the thickness of a chip is a function of its length – the longer the chip, the thicker the chip. And the length of a chip is a function of the radial depth of cut, or cut width, established in most CAM systems with the stepover parameter.

Milling with a light radial depth of cut of less than 50% of cutter diameter causes the chip being formed to be much thinner than the programmed advance per tooth
Milling with a light radial depth of cut of less than 50% of cutter diameter (Figure 1) causes the chip being formed to be much thinner than the programmed advance per tooth. A chip-thinning adjustment will prolong tool life and help reduce cycle time. This feed rate adjustment needs to consider drastic tool engagement and angle increases when milling into corners, which causes “chatter.”
Chip thinning permits a higher feed rate – keeping productivity high. A higher programmed feed rate corresponds to the feed per tooth intended for the tool. In other words, this style of milling demands an exchange of high feed rate for low depth of cut, and chip thinning is part of what makes that exchange possible.
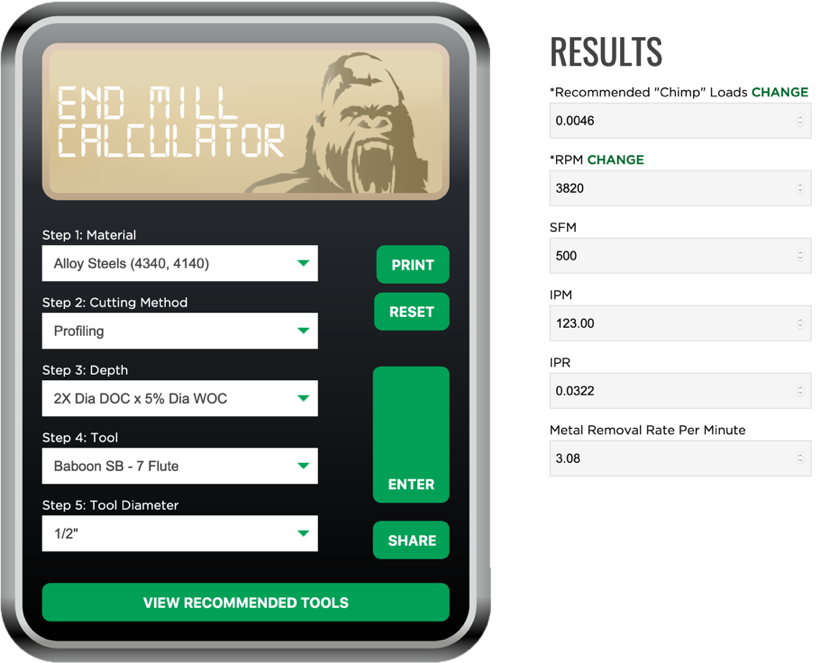
Luckily, we have made this easier for you to adjust and determine with our Speeds & Feeds Calculators available on our website or as a downloadable app.
In the example below, A shop is cutting with 1/2-inch-diameter 7 Flute Baboon at an RPM of 3,820 (500 SFM) at a depth of cut of .025 inch or 5% of the cutter diameter. The shop wants to realize a chip thickness of .002 CLPT. The programmed feed in this example would be 53.5 IPM without adjusting for chip Thinning or 123.0 IPM by adjusting for Chip Thinning.
“Chimp” or chip load is often confused with chip thickness. However, chip load in the prevalent use of the term, is nothing more than a feed rate expressed in inches per tooth (IPT). IPT × RPM × number of flutes = IPM. The IPT value is equal to the thickness of the chip if – and only if – the width of cut is greater than or equal to 50% of the tool diameter. When the cut width is less than 50% of tool diameter, the maximum chip thickness is less than the IPT value.
In other words, the programmed feed rate can be this much higher because of chip thinning. Without chip thinning, the shop trying to hold .002 clpt with 7 cutting edges at 3820 rpm would be limited to .00087 CLPT × 7 teeth × 3820 rpm, or 53.4 IPM. But the shop trying to hold the same effective chip load under the influence of the chip thinning described above could set a higher feed rate than this. The feed permitted here would be .0020 CLPT × 7 teeth × 3820 RPM, or 123.0 IPM.
Technically, the phenomenon described above would more accurately be described as "Radial" chip thinning. All of the discussion above assumes a full width of cut. But if the width of cut, or radial depth of cut, is less than the radius of the cutter, then a similar radial chip thinning applies.
Our complete line of Speeds & Feeds calculators can be found at gorillamill.com or download the app for iOS and Google Play.
Download today!
 Immediately configure running parameters to put you right in the wheelhouse of all the Gorilla Mill family of cutters. Thread
Immediately configure running parameters to put you right in the wheelhouse of all the Gorilla Mill family of cutters. Thread  milling G-code and 3D surfacing coming soon.
milling G-code and 3D surfacing coming soon.
Accurate, dependable, portable and living on the hairy edge
RPM, IPM, SFM and Chimp-Loads are calculated at the blink of an eye. A wide variety of machining materials with no cumbersome long-winded questionnaire asking if all the planets are aligned or if your coolant stinks. Five simple questions to answer and you too can be a "Rock Star" on the shop floor. Share your findings with friends, co-workers and family – if you want. Or, don't share with anyone and just tell folks it's all in your noodle upstairs!
The same version that is available at gorillamill.com is now rolled up into one nice tidy super-bitchen app for iOS.




Back to Gorilla Blogs
Hip Gorilla Tip
Our complete line of Speeds & Feeds calculators can be found at gorillamill.com or download the app for iOS and Google Play.